
显卡挖矿专题-显卡维修教程系列一:维修常用工具与仪器



在三年前有幸彩云比特网站编辑邀请我写电源相关技术文章,一直没有时间写。在2021年初旧事重提。
想到矿圈内各种电源、矿机维修已经非常成熟。而高端显卡维修技术在网上极其少见,而半年后挖矿显卡维修量激增,所以做一个显卡维修的教程来增加网站流量,顺便回报朋友的给我一个平台发挥的知遇之恩。
教程以rx570的图纸为例(我只有这个图纸),所以拿它来做范例讲解显卡维修技术(无论A卡或者N卡的电路架构并无区别、触类旁通)。由于彩云比特的流量用户群体不确定,以及自己的时间是否足够,目前侧重点不知道针对初学者还是老工程师,希望后续能通过网站的流量反馈来调整教程后续内容。
本教程由成都本我电子有限公司负责编写,知识目的不是用来炫耀歧视他人,更不能成为剥削别人的工具,知识真正的价值在于分享。这个教程没有版权,可以随便传阅、分享、发表等等,如果你能仁慈的标明出处,我将感恩戴德、不胜感激。本着最严谨、最全面、最细致的原则编写本教程,但出错再所难免,因为我神经大条,希望各位看官不要包容,尽量简单粗暴骂大街方式的指出错误。
这里特别感谢提供平台的我朋友大哥彩云阳光,以及在显卡上指点过我的唐老师。
成都本我电子科技有限公司
微信weixiu3721
邮箱:pangrixia@163.com
2021年1月17日
教程分为几个个部分:
一、显卡维修常用工具与仪器的准备与使用
二、显卡的元器件识别与工作原理
三、显卡的架构与运行时序
四、电源电路故障与维修
五、Bios电路故障与维修
六、显存与GPU电路测试与维修
七、综合测试与维修疑难举例
一、工具和仪器使用
1、烙铁

烙铁推荐使用带t12发热芯的高频烙铁,因为用高频线圈加热,而且加热部位和温度传感器都与工作部位极为接近,所以具有加热快,回温快、温度控制精细特点。以下是新手使用烙铁容易碰到的问题的解决方法:
1)、烙铁头尽量用刀头
原因是刀头接触面积大:由于分子间的张力,烙铁头与电路板焊盘决定谁与锡的接触面积大谁更容易把多余的锡吸走
2)、烙铁必须与助焊剂配合使用
◆ 助焊剂的作用是清洗有机氧化层,增加锡的流动性。如果没有助焊剂(焊锡线结构中空,以便注入助焊剂),焊锡像胶水一样粘稠,不能流入凹凸不平的焊点造成空焊。以及接触点有一层薄膜阻隔,使焊接点不能完全接触造成接接触不良及烙铁头拖锡是吸不走锡。
◆ 没有助焊剂的判断标准是焊接时不见冒烟或者锡变得很粘稠。遇到这种情况请停止焊接,多加助焊剂(锡线),再重新焊接。
◆ 在焊接接触点非常小的焊盘是如:飞线,请把温度调到锡的熔点220度(根据铅含量稍稍有点变化)左右,保证停止焊接时,没有多余热量影响焊锡的凝固从而导致抖动的手把线再度和焊盘分离。
◆ 脱脂棉花纤维层较多、褶皱丰富,所以脱脂棉花加水比标配的海绵清洗烙铁头更好。
◆ 烙铁头变黑、氧化、沾上杂物时候,请把温度调到220度(太高重新生成阻焊层、太低阻焊层太硬难以擦除)烙铁放到清洗座清洗并迅速镀上一层锡作为保护。

2、预热焊台

图一

图2
显卡属于高速电路板,GPU内核供电电流达到100A以上,所以在设计多层pcb布线时候采用厚铜箔作为电源层以及接地层,用来屏蔽高速信号和增大散热系数。所以在焊接时热导性很强,导致在焊接大部分的元器件,热量流失严重。无论是烙铁还是风枪,加热温度跟不上散热温度。所以用图1中的红外预热焊台,把显卡预热到焊锡极限最低的熔点: 有铅焊接180度、无铅焊接225度。
GPU植锡球时候,由于一些钢网太薄、或者太软,不能直接加热造成形变,把植好锡球弄乱。或者风枪的风把植好的锡球吹跑,所以用图2的焊台来加焊安装锡球的GPU。上面加盖一个防止空气流动的银色能反射红外热量的盖子。在加热斜率为3,用无铅锡球的条件下,恒温焊台温度达到235度时候就可以植好。
注意:在温度达到235度时候,马上取出防止温度过高损坏GPU。
3、热风枪
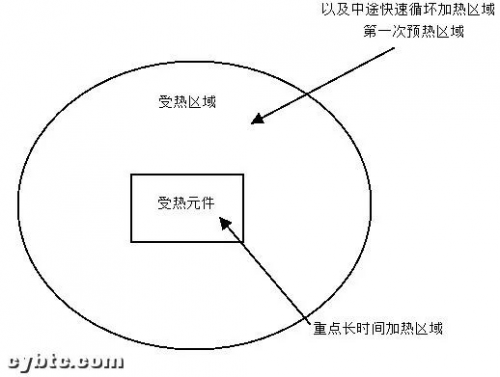
图3

图4
在显卡维修中拆卸贴片元件,用到热风枪。图1中的和图2中区别在于风枪鼓风装置不同,形成不同特点。
图1的鼓风装置在手柄上,气体的流动压力无时无刻都根据风扇的转动在变化,所以吹出的热气流一直在变化,受热部位温度比较均匀,但是风扇的风速小,所以热量到达目的时间长,热量损耗严重,造成加热效率小。
而图二的气泵热风枪,气压大所以加热效率高,但是在出风道形成固定的不同压力,所带出热量固定不一致。在受热部位形成冷热不均匀的情况下,元件热应力、膨胀系数不一样,造成的破坏形变通常造成芯片内部引脚与硅铝键结合断裂造成芯片损坏。
所以在显卡维修中,新手为了稳妥用图1的风枪,老工程师追求效率用图2的风枪。
风枪使用遇到的问题:
1、助焊剂的使用:在一些老化、氧化严重的元件上加助焊剂,可以使不导热的氧化物引脚变得疏松更容易导热,从而使物理应力减少更加容易拆卸。同时候通过助焊剂的气化产生的烟雾大小可以判断受热元件的温度是否达到要求。由于物理气化吸热原理,如果助焊剂没有干,在正常压力下那么受热器件温度永远达不到助焊剂的沸点。从而达到保护元件与PCB的损坏的目的。
2、加热卸下元件时候,虽然加热的温度没有达到PCB破坏极限温度240度到280之间,但是PCB过孔注铜工艺的影响,如果冷热不均的太过剧烈也可能造成过孔不通,严重也会造成断线。为了防止这种情况出现。如下图所示,拿高风枪口(温度与风速不同导致高度不同。快克861,120风速,500度温度)离PCB 5cm左右对圈内区域快速晃动加热,然后在对方框内的缓慢元件加热。个人习惯通常加热圈内1秒方框内4秒(并不是经过科学实验得出的最佳操作方法)。可以防止冷热不均造成膨胀系数不同从而使注铜工艺不达标或者老化严重的PCB出现过孔不通甚至断线。

3、当温度到达拆卸要求时候,防止吹飞小元件,请在小元件小面涂上助焊剂,电路板固定在稳定的支撑点,防止抖动抖落小元件。

声明:此文出于传递更多信息之目的,并不意味着赞同其观点或证实其描述。本网站所提供的信息,只供参考之用。


